
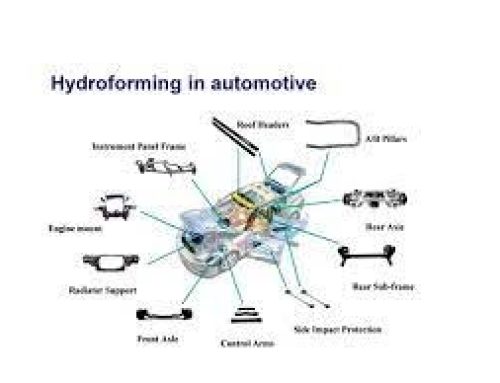
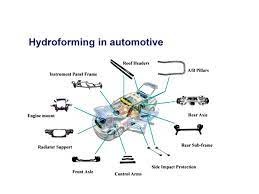
در فرایند پرفشار لوله تماماً در یک قالب، قبل از فشرده شدن محصورشدهاست. در کمفشار، هنگام بسته شدن قالب، لوله کمی تحتفشار قرار داده میشود تا به یک حجم ثابت برسد. ازلحاظ تاریخی، این فرایند در دهه ۵۰ میلادی ثبت اختراع شد، اما ازلحاظ صنعتی در دهه ۷۰ میلادی برای تولید مفصلهای T شکل بزرگ برای صنعت نفت و گاز گسترش یافت. امروزه این فرایند در بخش خودرو، جایی که بسیاری از کاربردهای صنعتی میتواند پیدا شود، بیشتر استفاده میشود.
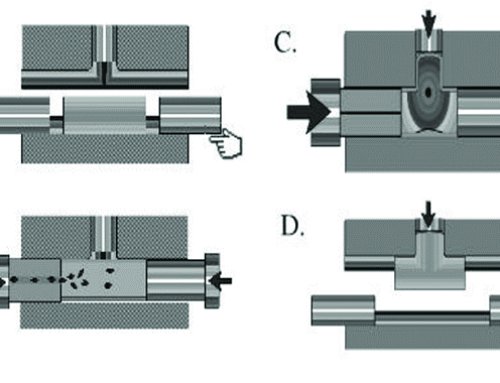
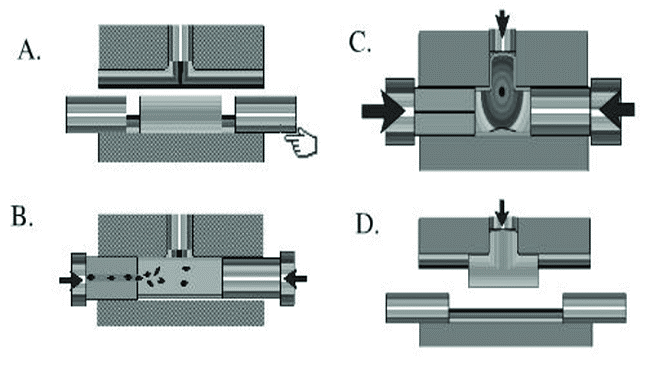
این فرایند همچنین برای ساخت اجزا لولهای دوچرخهها استفاده میشود. در هیدروفرمینگ لوله فشار به درون یک لوله که بهوسیله قالبهایی با سطوح مقطع و شکلهای مطلوب نگهداشته شده، اعمال میشود. وقتی قالبها بستهشدهاند، انتهای لوله بهوسیلهٔ پانچهای محوری بستهشدهاست و لوله با سیال هیدرولیکی پرشدهاست.
فشار درونی میتواند تا چند هزار بار افزایش یابد و این بخش باعث میشود لوله در برابر قالبها کالیبره شود. سیال به درون لوله از طریق یکی از دو پانچ محوری تزریق میشود. پانچهای محوری متحرک هستند و کارشان ایجاد فشار محوری و هل دادن ماده سازنده لوله بهطرف قسمتی از لوله که قرار است برآمده شود، است.
همچنین ممکن است اثر پانچهای متقابل عرضی با قالب شکلگیری ترکیب شود تا برآمدگیهایی با نسبت قطر به طول کوچک شکل گیرد. همچنین ممکن است پانچهای متقابل عرضی برای ایجاد سوراخهایی در قطعه کار، در پایان فرایند شکلگیری، استفاده شوند.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment